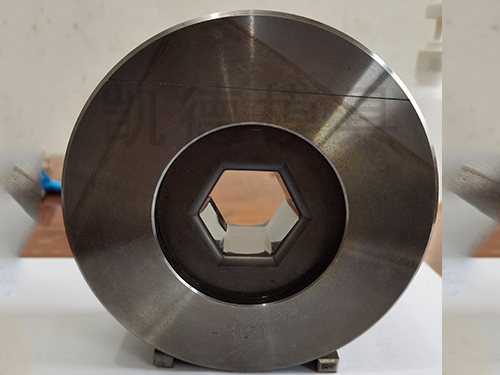
拉丝模通常指各种拉制金属线的模具,还有拉光纤的拉丝模。所有拉丝模的中心都有个相应形状的孔,圆、方、八角或其它特别形状。金属被拉着穿过模孔时尺寸变小,乃至形状都发生变化。拉软金属(如金银)时钢模就够用,钢模上可以有多个不同孔径的孔。拉制钢丝(钢线)一般选用硬质合金模具,这种模具的典型结构为一个圆柱形(或略带锥度)的硬质合金模芯严密地镶嵌在一个圆形钢套中,模芯内孔中有喇叭口、进入口锥变形(作业)锥、定径带及出入口角。拉有色金属线,如铜、铝,也多选用和钢丝模类似的拉丝模,内孔形状有些差异,拉细线可用到聚晶模(人工钻石),还有用到自然钻石的拉丝模。
拉丝模快损害的原因是什么?
一、本身加工质量要素导致模具快磨损:
(1)拉丝模坯与模具钢套镶嵌不对称,镶嵌硬质合金钢套分布不均匀有空隙,都简单导致模具在线材拉拔过程中发生U型裂缝。
(2)金刚石模坯在激光打孔过程中,烧结痕迹整理不洁净或受力不均匀会导致金刚石在拉拔过程中模具呈现凹坑。
(3)模具孔型设计不正确,入口光滑区开口过小、定径带过长会导致拉拔过程中光滑不良,致使模具磨损加快乃至碎裂。
二、拉丝过程中使用不当要素导致模具快磨损:
(1)拉丝工艺面压缩率过大,导致模具发生裂缝或破碎。裂缝或断裂纹绝大部分是内应力开释所发生的。在任意物料结构中,存在内应力是必然的,拉拔线材时发生的内应力原本可以增强模具的微晶结构,但当拉丝面压缩率过大,无法及时光滑从而温升过高就会导致模具外表部分物料被移走,微晶结构所接受的应力就增加,使其愈简单发生裂缝或破碎。
(2)线材的拉伸轴线与模孔中心线不对称,致使对线材与拉丝模发生应力作用不均匀,而机械振动发生的冲击也会对线材和拉丝模形成很高的应力峰值,两者都将加快模具的磨损。
(3)因退火不均匀而导致线材硬度不均匀等要素简单形成金刚石拉丝模过早发生疲劳损失,发生环状沟槽加快模孔的磨损。
(4)线材外表粗糙,外表粘附氧化层、砂或其它杂质等都会使模具过快磨损。当线材经过模孔时,硬、脆的氧化层及其它粘附杂质会像磨料一样地形成拉丝模模孔很快磨损及擦伤线材的外表。
(5)光滑不畅或光滑液里含有金属碎屑杂质导致模具磨损。光滑不畅会使拉丝时模孔外表温度升高过快,模具晶粒掉落,导致模具损害。当光滑液不洁净时,含有拉拔时掉落的金属碎屑,简单划伤模孔的外表及线材的外表。
由于线材的震动,在拉丝模紧缩区内较先触摸线材的区域主要发生一些细微的环状磨损,随后不断扩展直至定径区,导致线材表面质量严重下降,线材尺度扩展。不仅如此,严重的磨损会使模具发生横向裂缝(主要出现在软丝的拉制过程中)或纵向裂缝(主要出现在硬丝的拉制中),致使模具过早作废。因此,要针对被拉制线材的种类,拉丝的特点,的拟定拉丝模保养规范。一般情况下,细微的环状磨损只需进行抛光即可重新恢复运用,或略微加扩展直径可达到拉丝要求。过度的磨损会使模具修正次数下降,甚至作废,使得拉丝成本添加。