拉丝模具在哪些区域被运用?在生产或者加工一些精度不错的材料时,需要使用到拉丝模具,那么拉丝模具在哪些区域中是会用到的呢?同时拉丝技术有哪些步骤?关于拉丝模这些问题,我们来一一的看一下吧。
拉丝模用处普遍,如电子器件、雷达、电视、外表及航天等区域,各种合金丝都是用金刚石拉丝模拉制出来的,金刚石拉丝模因为选用自然金刚石作质料,从而具有强的不怕磨性,使用寿命不错。拉丝模镶套的生产技术,包含压模、拔模、车削等几个技术步骤。
拉丝模是金属丝经过一种模具,使其由粗到细,逐渐到达大家所需求的尺度,这种特别的模具即是拉丝模。拉丝模的模蕊通常是用自然钻石,人工钻石。
拉丝模具包含金刚石拉丝模具上面,塑料拉丝模具等等。还有许多的用处。
拉丝模具经过大量的生产使用,因摩擦而自然磨损或缓慢地产生塑性变形及疲劳裂纹,达到正常使用寿命之后失效是属于正常的现象,为正常失效。模具未达到设计使用规定的期限,既产生崩刃、碎裂、折断等早期破坏;或因严重的局部磨损和塑性变形而无法继续服役,为早期失效。对于早期失效的模具,需要查找其产生的原因,努力采取补救的措施。
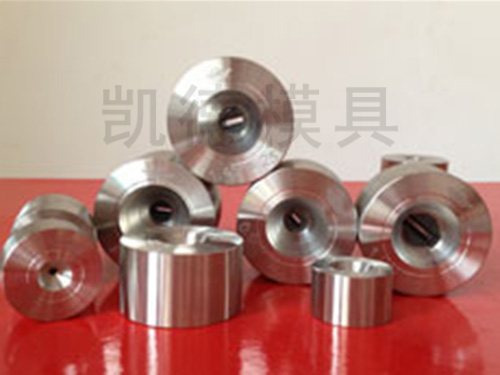
拉丝模具的使用情况:工业生产中我国在模具行业的发展还是势头不错的的,是模具当中的拉丝模的使用速率是不错的。因为拉丝模具有其他模具所没有的优点。工业机械生产上面的模具的型号大小有很多,各个模具都有自己特有的功效。模具加工的好处就是可以根据一个模型刻制出无数个相同的产品,这样就节省了大量的人力劳动以及工作时间,提升了工作速率,所以模具的出现真的加快了人们工业生产的步伐。
1、节约原材料。如果拉制表面镀有金属的线材,停止拉拔过程中电镀过程并没有停止,这就导致正在电镀的线材表面电镀层厚度超标,重新开始拉拔时需将厚度超标的线材剪掉,造成大的浪费,停机次数越多浪费越大。
2、拉拔速率不错。拉丝模在使用过程中需要的保养对拉丝模的使用寿命和线材的表面质量都重要,通常建议客户对聚晶金刚石拉丝模每24小时进行一次保养。在24小时内聚晶金刚石拉丝模具的孔径变化小,拉拔出的线材线径变化率也很小。
3、性好,寿命不错。聚晶金刚石拉丝模寿命约为硬质合金模的30~50倍,这样在拉拔过程中就不需要经常停机替换模具。聚晶拉丝模孔径在单位时间内变化很小,拉拔出的线材尺寸变化小,这对卷筒绕丝有利。
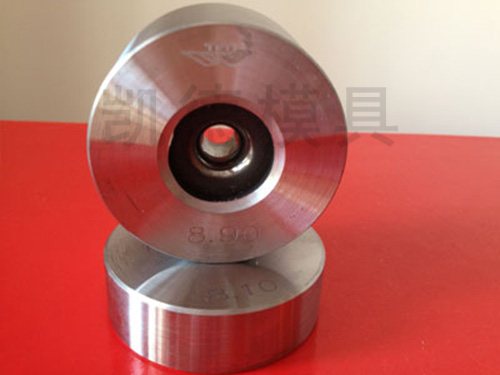
拉丝模具通常指各种拉制金属线的模具,还有拉光纤的拉丝模。所有拉丝模的中心都有个一些形状的孔,圆、方、八角或其它特别形状。金属被拉着穿过模孔时尺寸变小,甚至形状都发生变化。拉软金属(如金银)时钢模就够用,钢模上可以有多个不同孔径的孔。拉制钢丝(钢线)一般采用硬质合金模具(Tungstencarbidenib),这种模具的典型结构为一个圆柱形(或略带锥度)的硬质合金模芯紧密地镶嵌在一个圆形钢套(case)中,模芯内孔中有喇叭口(Bellradius)、入口锥(Entranceangel)、变形(工作)锥(approachangle)、定径带(bearing)及出入口角(backrelief)。拉有色金属线,如铜、铝,也多采用和钢丝模类似的拉丝模,内孔形状有些差异,拉细线可用到聚晶模(人造钻石),还有用到自然钻石的拉丝模。
拉丝模在的孔形对比
1、定径区不明显。定径区是线材确定后期尺寸的然后环节,定径区的短小且不平直将直接影响到线材的较终质量。短小的定径带容易造成产品尺寸超差,并使拉拔模很快磨损报废。明显且平直的定径区能够生产出精度不错和高表面质量的线材,而且有利于减小磨损,提升拉丝模的使用寿命。从德国产拉丝模与我国湘钢产拉丝模的磨损曲线对比可知,两种拉丝模在相同的拉拔条件下工作:工件材质:65号钢线材;拉拔速度:3.64m/s;拉拔用润滑剂:肥皂粉;拉拔前表面涂层:硫酸酸洗、磷化、涂硼砂。测试结果表明,拉丝模的结构对拉丝模的使用有很大的影响。德国产拉丝模的使用寿命比湘钢产拉丝模的使用2.72倍。
2、入口角小。由于在拉拔过程中线材起先和模芯入口区接触,入口区锥角小,不但增大了线材与内孔的接触面积,使摩擦力增大,而且妨碍润滑剂的带入,使拉丝过程中的润滑效果变差,严重影响模具使用寿命。而拉丝模产品的入口角增大,地避免了线材与拉丝模的擦伤,而且带入了愈多的润滑剂,增强了润滑效果,减少了模芯磨损。这种改变提升了线材的表面质量,同时也提升了拉丝模的使用寿命。
3、工作区短小。与国内同种规格的拉丝模相比,拉丝模工作区的长度普遍要长许多。较长的工作区有利于线材在拉拔过程中摩擦力的减少与均匀分布,降低拉丝模内孔的磨损,提升模具寿命。较长窄的工作区能减小线材和拉拔模的间隙,可在大的压力下迫使多的润滑剂进入线材与内孔中间,从而造成良好的润滑压力。由内孔出去的线材温度较低,拉拔力减小,拉拔过程中金属的流动较为均匀,有利于拉拔速度的提升和线材表面质量的改进。此外,这种类型的工作区设计还能防止润滑剂从拉丝模的进入口端退出。而我国模具由于工作区短小,造成孔内使用面积小,不仅增加了摩擦力,加剧磨损,而且浪费原材料,增大了成本投入。