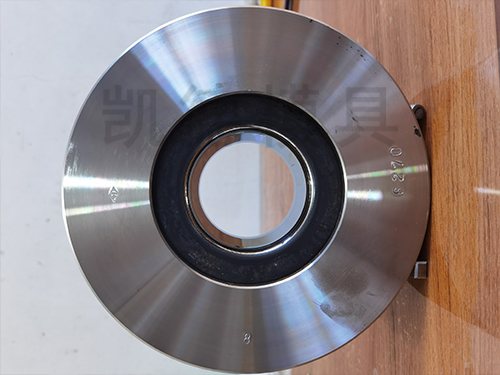
生产拉丝模时各区域工作原理
1、出入口区
出入口区在拉丝模形成90度的夹角。这样的角度便于具体较宽的出入口,从而使得拉丝模具能多次恢复到原来尺寸而不需要再加工。出入口区往往被认为是不重要的。但是假如拉丝模没有出入口区,则定径带的后缘就会开裂或剥落,导致拉丝模损坏。
2、定径区
定径区直径尺寸根据线材允许公差及线材在拉拔时产生的弹性变形来确定,并兼顾模具的使用寿命,通常选择线材负公差尺寸。确定定径区长度时应达到下列要求:足够的不怕磨性、拉拔时消耗的能量以及减少拉断线材的可能性。定径区过长虽可提升拉丝模的寿命,但同时也会造成摩擦、发热量及能耗的增大,且易引起线材直径的缩减或拉断线材。如定径区过短,则会造成拉拔时线材摇晃及产生竹节形,还会使拉丝模内孔很快地磨损导致尺寸超差。一般情况下,拉拔线材的直径越大,其定径区长度相应偏短。
3、入口区
拉丝模具内孔的入口处角度是重要的参数之一,需要确定线材进入模具时的接触点是发生在拉丝模具减缩区内同一高度位置上,且要有利于线材的入。拉丝模具入口区提了通向润滑区和变形区的平滑外形,使得润滑剂能够到达拉丝模具的工作表面。
4、润滑区
润滑区的作用在于贮存润滑剂,并将其输入工作区。根据润滑剂粘度的不同、线材直径的不同及润滑区的长度,润滑区锥角有所不同,为使液体润滑剂能顺利地进入工作区,润滑区锥角一般要选择大值。过小则润滑剂不宜进入,且润滑剂流动不,甚至形成楔形堵塞,润滑区锥角过大则不易形成流体动压效应。润滑区长度的长短也将影响润滑效果,一般来说,不论是何种润滑方式,润滑区越长,润滑效果越好。
 5、工作区
5、工作区
工作区是线材产生塑性变形的区域,其尺寸参数有工作区锥角a及工作锥长度h2。工作锥角a是拉丝模的参数,工作区锥角a的大小对作用在拉丝模内孔上压力的大小及其分布规律,拉拔应力的大小及被拉拔线材机械性能的好坏起着决定性作用。对应拉拔应力低的工作区锥角随拉拔环境的不同而有所不同,存在着一个较佳工作区锥角范围。拉拔时很难确定线材轴线与拉丝模内孔轴线同心,加之之前拉拔时拉丝模内孔磨损过大而导致进入内孔线材直径的增大,两者均会引起线材在变形区以外变形,所以工作区的长度应大于实际变形区的长度。
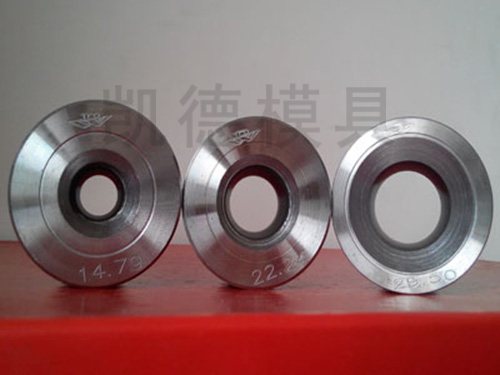
拉丝模是金属丝通过一种模具,使其由粗到细,逐步达到人们所需要的尺寸,这种特别的模具就是拉丝模。拉丝模的模蕊一般是用自然钻石,人造钻石(人造钻石有GE,PCD,合成料等)。铜线拉丝模是属于软线拉丝模。还有硬线拉丝模,如拉钨丝等。铜线拉丝模压缩区的角度一般为16-18度,定径长度为30-40%而钨丝拉丝模压缩区的角度就比小,一般在12-14度,定行长度为60-70%。
拉丝模具的使用
为确定优良丝材并控制模具使用成本,拉丝模具使用时应该从以下几点加以注意
1、根据被拉线材的材料及每道拉丝的减面率选择模具孔型。一般来讲,被拉丝线材越硬,模具的压缩角越小,定径区越长;反之亦然。
2、正确配模确定线材表面质量,控制尺寸准确一致,降低拉丝鼓轮磨损,减轻设备运行负荷的关键因素。对于滑动式拉丝机,要熟悉设备的机械延伸率,正确地选择滑动系数,是配模的主要步骤。
3、确定拉丝设备的运行平稳:各拉丝鼓轮,过线导轮应光滑,灵活,严格控制其跳动公差。若发现鼓轮,导轮出现磨损沟槽,应及时维修。
4、良好的润滑条件是确定线材表面质量及延长模具寿命的重要条件,要经常检查润滑指标,清理润滑油中的铜粉,杂质,使之不污染设备及模孔,如润滑失效,需要及时愈换,清洗润滑系统。
拉丝模的内部部件在使用和重组后会逐渐磨损和损坏,导致硬质合金拉丝模的工作性能和精度下降。操作员的粗心和维护和使用不当也会导致钨钢损坏。拉丝模具损坏或产品质量下降,甚至停止生产。
拉丝模具它是目前制作很多零部件的一款很重要的产品,拉丝模具在加工制作的过程当中,我们都是使用的的加工技术,并且各道工序都是其严格的,这样才可以确定该产品加工的产品质量愈加。如果那次没有模具的高潮不对称的话,该产品的分布就会不均匀,并且出现空气都很容易导致在拉拔过载过程当中出现裂痕,并且,在激光加工的过程当中,如果痕迹清理不干净,或者是受热不均匀,这都会导致该产品出现一些故障。
拉丝模具设计不正确的话,那么入口的话就开口就会不畅,定型区也就会过长,所以,这样就会导致润滑不长,然后是这个模具出现损坏或者是裂缝。