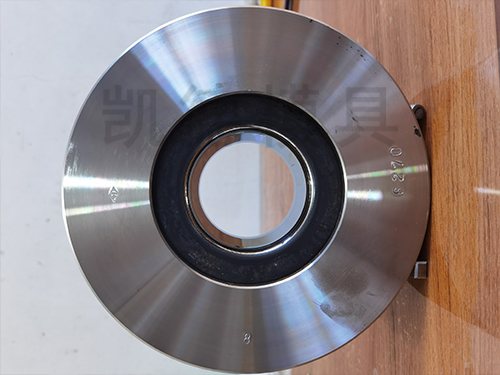
拉丝模具在的孔形对比
1、工作区短小。与国内同种规格的拉丝模相比,拉丝模工作区的长度普遍要长许多。较长的工作区有利于线材在拉拔过程中摩擦力的减少与均匀分布,降低拉丝模内孔的磨损,提升模具寿命。较长窄的工作区能减小线材和拉拔模的间隙,可在大的压力下迫使多的润滑剂进入线材与内孔中间,从而造成良好的润滑压力。由内孔出去的线材温度较低,拉拔力减小,拉拔过程中金属的流动较为均匀,有利于拉拔速度的提升和线材表面质量的改进。此外,这种类型的工作区设计还能防止润滑剂从拉丝模的进入口端退出。而我国模具由于工作区短小,造成孔内使用面积小,不仅增加了摩擦力,加剧磨损,而且浪费原材料,增大了成本投入。
2、定径区不明显。定径区是线材确定后期尺寸的然后环节,定径区的短小且不平直将直接影响到线材的较终质量。短小的定径带容易造成产品尺寸超差,并使拉拔模很快磨损报废。明显且平直的定径区能够生产出精度不错和高表面质量的线材,而且有利于减小磨损,提升拉丝模的使用寿命。从产拉丝模与我国湘钢产拉丝模的磨损曲线对比可知,两种拉丝模在相同的拉拔条件下工作:工件材质:65号钢线材;拉拔速度:3.64m/s;拉拔用润滑剂:肥皂粉;拉拔前表面涂层:硫酸酸洗、磷化、涂硼砂。测试结果表明,拉丝模的结构对拉丝模的使用有很大的影响。产拉丝模的使用寿命比湘钢产拉丝模的使用2.72倍。
3、入口角小。由于在拉拔过程中线材起先和模芯入口区接触,入口区锥角小,不但增大了线材与内孔的接触面积,使摩擦力增大,而且妨碍润滑剂的带入,使拉丝过程中的润滑效果变差,严重影响模具使用寿命。而拉丝模产品的入口角增大,地避免了线材与拉丝模的擦伤,而且带入了愈多的润滑剂,增强了润滑效果,减少了模芯磨损。这种改变提升了线材的表面质量,同时也提升了拉丝模的使用寿命。
拉丝模具加工工艺:
直纹拉丝模具是指在铝板表面用机械磨擦的方法加工出直线纹路。它具有刷除销板表面划痕和装饰铝板表面的双重作用。直纹拉丝有连续丝纹和断续丝纹两种。连续丝纹可用白洁布或小锈钢刷通过对销板表面进行连续水平直线磨擦(如在有靠现装置的条件下手工技磨或用刨床夹住钢丝刷在铝板上磨刷)获取。改变小锈钢刷的钢丝直径,可获得小同粗细的纹路。断续丝纹一般在刷光机或擦纹机上加工制得。
制取原理:采用两组同向旋转的差动轮,上组为快旋转的磨辊,下组为慢速转动的胶辊,铝或铝合金板从两组辊轮中经过,被刷出细腻的断续九纹,乱纹拉曲是在运转的铜丝刷下,使引板前后左右移动磨擦所获得的种无规则、无明显纹路的亚光丝纹。
1、旋纹也称旋光,是采用圆柱状毛毡或研石尼龙轮装在钻床上,用煤油调和抛光油膏,埘销或销合金板表面进行旋转抛磨所获取的种丝纹。它多用十圆形标牌和小型装饰性表盘的皱饰性加工。
2、螺纹是用台在轴上装有圆形毛毡的小电机,将其固定在桌面上,与桌子边沿成60度左右的角度,另外做一个装有固定铝板压荼的拖板,在拖板上贴一条边沿齐直的聚酯薄膜用来限制螺纹竞度。利用毛毡晌旋转与拖板的直线移动,在销板表面旋擦出宽度致的螺纹纹路。
3、波纹一般在刷光机或擦纹机上制取,利用上组磨辊的轴向运动,在铝或铝合金板板表面磨刷,得出波式纹路。
4、喷砂处理是为了获得膜光装饰或细微反射面的表面,以符合光泽柔和等特别设计需要。均匀适度的喷砂处理,基本上也可以克服铝材表面的常见缺陷。
5、对外观零件,不管是用拉丝还是喷砂,通常都是需要再做表面氧化处理的。至于是选择哪种加工工艺,应该是与造型相关要考虑的一个问题,两种工艺可获得的表面质感还是有差别的,另外有一种工艺和喷砂接近,但是用的是一种化学腐蚀的方法进行,俗称化学烂砂处理或者化学砂面腐蚀,尤适用于铝材表面处理,其砂面的均匀性远优于喷砂处理。化学砂面腐蚀分酸性腐蚀利碱性腐蚀。通过不同的腐蚀溶剂和砂面剂可以获得不同的表面色彩和砂粒粗细度。
拉丝模具在运用的过程中有着激烈的容颜,并且在挤压的过程中受到很大的挤压力,可以起到抗曲折的应力和抗冲击的能力,一起都是经过热处理后具备高的激烈性,所以在运用的时候有不错的渗透性,确定了该产品到达了均匀的性能,并且该产品的不怕性然后减低,防止磨损具备很好的性和足够的热稳定性,能有着杰出的运用功效。该产品的性和高的硬度条件价是成正比的,所以在运用的过程中有着很好的不怕磨性,可以到达愈长的运用寿命,到达我们的需求。所以在运用的过程中,愈加好的发挥出它的运用价值。但是模具在制造过程中可能会产生某些缺陷,或者在服役过程中逐渐出现了某些缺陷,如微裂纹、轻度磨损、变形等等,在此状况下模具虽有隐患但仍能继续工作,这种虽有缺陷但未丧失服役能力的状态称为模具的损伤。
拉丝模具因某种原因损坏,或者模具损伤积累至一些程度导致模具损坏,无法继续服役,称为模具的失效。在中,凡模具的主要工作部件损坏,不能继续冲压出合格的工件时,即认为模具失效。冲压模具的失效形式一般为塑性变形、磨损、断裂或开裂、金属疲劳及腐蚀等等。