拉丝模具拉拔过程中应注事项
1、启动时起先确定机床的低速运行使模具的表面进行充足磨合,以增强模具的不怕磨性提升使用寿命。
3、拉拔过程中替换模具需要具备以下条件:丝径不符合工艺要求时;模具拉拔过程中出现破裂或严重拉毛拉痕,要检查钢丝状态、三点一线、润滑条件、前后模具公差不符合要求导致部分压缩率不均匀、模具表面严重粘附影响模具的导热性;愈换好的旧模具要进行检查分析,以便正确的充足利用;工艺变愈时的套模送至模具库房要进行标识,注明拉拔时间天数、模具的尺寸公差是否在工艺范围之内,以便模具库人员在短时间内分类存放。
2、穿全模时先将模具按大小规格进行对应排放整齐,检查镀铜钢丝的表面质量是否合格,发现异常及时通报,每只模具穿时要确定钢丝表面有润滑液,尽可能确定充足润滑(进行浸泡式穿模)。还有检查每道模具的尺寸公差是否符合工艺要求。
4、模具领用要熟悉拉拔工艺路线,分清规格是否与工艺相对应,否则造成无用功,还会损伤钢丝与模具。
6、全部检查完毕:要锁紧紧固栓,以防止机床的振动而产生竹节丝。检查润滑剂的液位是否达到成品模具的润滑与冷却。
5、穿模完毕,检查模具在过程中是否呈三点一线状态,钢丝是否与设备任意部件进行硬摩擦,发现不规范要进行及时调整,否则导致钢丝表面损伤而产生扩模严重与后道工序捻制断丝。
拉丝模具的保养与维修模具,对降低成本重要。由于线材的震动,在拉丝模具压缩区内较先接触线材的区域起先产生一些轻微的环状磨损,随后不断扩大直至定径区,导致线材表面质量严重下降,线材尺寸扩大。不仅如此,严重的磨损会使模具产生横向裂痕(主要出现在软丝的拉制过程中)或纵向裂痕(主要出现在硬丝的拉制中),致使模具过早报废。
拉丝模具在使用过程中应拉丝机设备运转平稳,各拉丝机鼓轮、过线轮应光洁、灵便,严格控制其抖动尺寸公差。如发现鼓轮、导轮损坏管沟,应立即进行维修。良好的润化标准是确定线材工艺性能和提升模具寿命的关键标准,经常检查润化指标值,清理油脂中的铜粉、残渣,以免对机器设备和模具造成污染,如润化无效,应立即拆换进气系统,清理进气系统。配模确定了线材加工性能、操作规格的准确一致性、减少拉丝鼓轮的损坏、减轻机器设备工作负荷的主要条件。
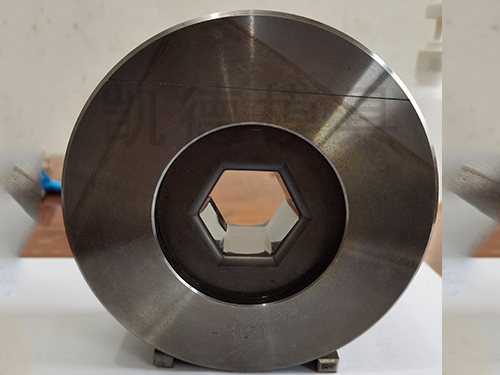
拉丝模具用于钨钼丝拉伸时能改进丝材的表面质量,提升丝材性能及尺寸精度,主要用于拉伸细丝及成品丝。但它性质脆,抗冲击性能差,而且硬度具有各向异向性,做拉丝模时易磨损不匀。加之金刚石较少,加工困难,因此在拉伸中、粗丝方面受到限制。人造金刚石又称聚晶金刚石,它是由许多单晶微粒无定向聚合而成的多晶体,具有较不错的强度和硬度,不怕冲击性较不错,性质均匀、综合性能良好。
产生这些问题的原因是很多的,主要有以下几个因素:
1、压缩率配合:
在冷拉过程中,压缩率配比是重要一环,压缩率过大,会增加变形阻力,好用的动力也随着增加,而且容易造成线材变硬,断丝率不错,一般线材拉拔比较适当的压缩率为20%-30%左右。
2、去锈和酸洗:
线材在拉丝前,一般都是热轧而成,表面有坚硬的氧化铁皮,氧化皮可分为氧化铁、三氧化二铁,四氧化三铁三层。如不除去,容易损坏拉丝模具。只有把氧化皮去掉,才适合拉拔。去掉方法械去锈、化学酸洗、电解酸洗等。如果处理不好,都会影响拉拔。
3、线材质量:
线材表面质量如椭圆、重叠、缩孔、斑点、麻点、耳子等都给拉伸造成困难,再有线材本身内在质量如机械性能,化学成分,金相组织等,对于拉丝模具后产品质量都有加大影响。
4、润滑剂与冷却:
在拉伸时加入润滑及,使金属表面在工作锥角内由于压力关系而形成一层薄膜,使金属与模孔之间不产生直接摩擦,减少摩擦力,因而能降低设备动力负荷,减少摩擦力,因而能降低设备动力负荷,延长拉丝模具使用寿命,但还要降低拉丝温度,改成要有充足水压使拉丝机车盘中模具上道有水,如冷却不佳线材温度过高会破坏润滑及,模孔变形磨损影响拉拔。
5、拉丝模具工艺与拉丝速度配合:
拉丝速度一般指线速度,它应与拉丝工艺相匹配,不能盲目增加速度,若不能很好解决这些问题,增加拉丝速度不但不能增产,反而会损坏设备和模具,使线材变硬,造成质量不好,产量不高。