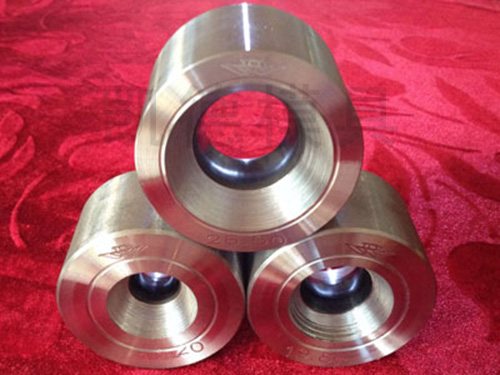
拉丝模具的保养与维修模具,对降低成本至关重要。由于线材的震动,在拉丝模压缩区内先接触线材的区域先产生一些轻微的环状磨损,随后不断扩大直至定径区,导致线材表面质量严重下降,线材尺寸扩大。不仅如此,严重的磨损会使模具产生横向裂痕(主要出现在软丝的拉制过程中)或纵向裂痕(主要出现在硬丝的拉制中),致使模具过早报废。因此,要针对被拉制线材的种类,拉丝的特点,的制定拉丝模保养规范。一般情况下,轻微的环状磨损只需进行抛光即可重新恢复使用,或稍微加扩大直径可满足拉丝要求。
聚晶模具超声波加工主要步骤
(l)针头的制作:针头一般选用弹簧钢(叨A)或轴承钢(Gcd)s叫,在设备仁将针棒加工成所需角度的针头。将针头用银(锡)焊在变幅杆上,要求焊接牢固,不能虚焊,并足够的垂直度。
(2)磨料粒度的选择:超声波加下聚晶模具拉丝模具所用磨料为金刚石微粉,粒度为从碑O一WI,磨料粒度及尺寸范围。
当针头尺寸时,加工出孔的尺寸将比工具尺寸稍大,其规律是加工出孔的小直径。约等于针头直径D加所用磨料磨粒平均直径d的两倍川,即:氏而=D十2d。
模孔形状是依靠针头来,研磨时按预先设计的形状勤磨针,勤换粉,才能孔型准确,粗加工时用恻0一矶8,中加工时用研佗0一W14,精加工时用W7一wl。
(3)加工:先将输出功率旋钮旋到大,并调节“频率调节”旋钮,使机床变幅杆工具头振幅为大,此时屏流表指示为300mA左右,调谐指示器的电压表应为大,然后将功率旋钮回到小拼曾减砖码重量,调节液压压力;放土下件,滴人事先混和好的磨料数滴,根据需要调节功率旋钮达到所需功率。在整个加工过程中,注意磨料不能缺乏,需随时增添。定径区压缩区抛光时,屏流表指示为loomA左右,并且使用较小的振幅,磨料粒度选用。