拉丝模基本定义拉丝模具经安装调试后,可以正常生产合格的工件,这一过程称为模具的服役。一般情况下,我们总是希望模具能有足够长的服役期限,以达到生产实际的需要。但是模具在制造过程中可能会产生某些缺陷,或者在服役过程中逐渐出现了某些缺陷,如微裂纹、轻度磨损、变形等等,在此状况下模具虽有隐患但仍能继续工作,这种虽有缺陷但未丧失服役能力的状态称为模具的损伤。拉丝模具因某种原因损坏,或者模具损伤积累至程度导致模具损坏,无法继续服役,称为模具的失效。在生产中,凡模具的主要工作部件损坏,不能继续冲压出合格的工件时,即认为模具失效。冲压模具的失效形式一般为塑性变形、磨损、断裂或开裂、金属疲劳及腐蚀等等。拉丝模具的失效按照发生时间的早晚,大致可分为两类:正常失效和早期失效。拉丝模具经过大量的生产使用,因摩擦而自然磨损或缓慢地产生塑性变形及疲劳裂纹,达到正常使用寿命之后失效是属于正常的现象,为正常失效。模具未达到设计使用规定的期限,既产生崩刃、碎裂、折断等早期破坏;或因严重的局部磨损和塑性变形而无法继续服役,为早期失效。对于早期失效的模具,需要查找其产生的原因,努力采取补救的措施。
在各种行业中,如电子器件、雷达、电视、仪表及航天等所用的精度不错丝材以及常用的钨丝、钼丝、不锈钢丝、电线电缆丝和各种合金丝都是用金刚石拉丝模拉制出来的,金刚石拉丝模由于采用自然金刚石作原料,从而具有不错的不怕磨性,使用。
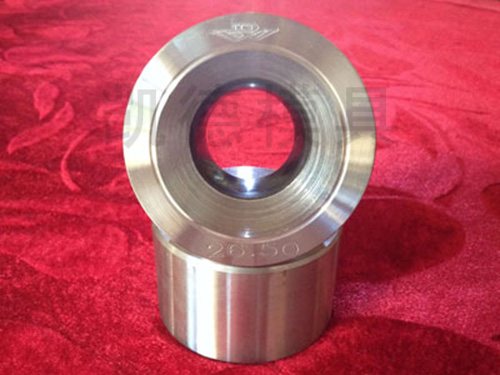
在金属压力加工中。在外力作用下使金属强行通过模具,金属横截面积被压缩,并获得所要求的横截面积形状和尺寸的工具称为拉丝模。拉丝模是金属丝通过一种模具,使其由粗到细,逐步达到人们所需要的尺寸,这种特别的模具就是拉丝模。
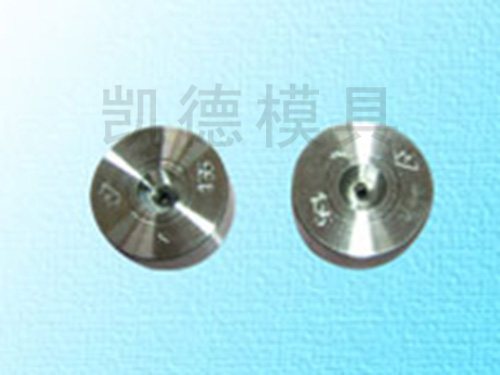
拉丝模的模蕊一般是用自然钻石,人造金刚石聚晶(PCD、CD复合料等)。铜线拉丝模是属于软线拉丝模。还有硬线拉丝模,如拉钨丝等。铜线拉丝模压缩区的角度一般为16-18度,定径长度为30-40%而钨丝拉丝模压缩区的角度就比小,一般在12-14度,定行长度为60-70%。
拉丝模在电线电缆中是如何应用的?
电线电缆工序就是将金属在外力作用下使金属强行通过模具(压轮),金属横截面积被压缩,并获得所要求的横截面积形状和尺寸的技术加工方法称为金属拉制。
许多公司在用拉丝模拉制电线电缆时经常发生断丝的情况,不仅影响了拉丝的速度且浪费人力、物力,国内的电线电缆市场竞争激烈,如何降低成本,提速率好率,在激烈的竞争中脱颖而出,是每个企业需要解决的问题。
下面就先了解拉制时断丝的原因:
1、材料的抗拉强度小;
2、内外张力不均,模具内外丝的张力不均,引起断丝;
3、拉丝模的配模的减面率不对;
4、拉丝模的工艺不对。