拉丝模具拉伸的特点:
1、拉伸的线材有较准确的尺寸,表面光洁,断面形状可以多样。
2、拉伸能耗大,变形受相应的限制。
3、能拉伸大长度和各种直径的线材。
4、以冷加工为主,拉伸工艺、模具、设备简单,生产速率不错。
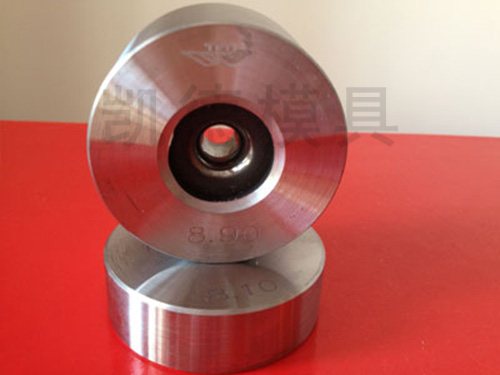
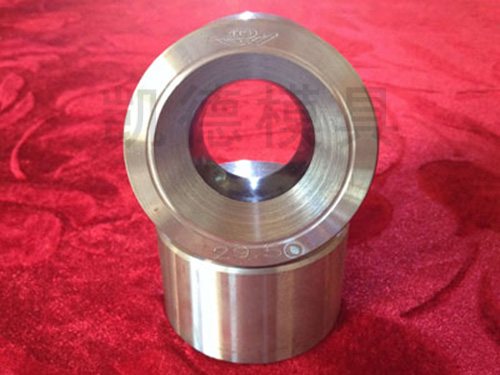
拉丝模具的内孔由圆柱面圆锥面组成,圆锥而为对线材(工什)的压缩区,圆柱面为拉丝模具的定径区(抛光区),其直径大小L线材尺、J相对应。
拉丝模的质量直接辩证唯物线材的形状、尺寸、表而粗糙度及使用寿命。我国日前采用的拉丝模模孔研磨工艺是五十年代初从苏联引进的针磨工艺。它的工作原理是,模具旋转,针状磨头在磨孔内做微移动或摆动,以达到加工模孔的日的,这种工艺的U靠性不高,且生产速率较低。
针状磨头设计成锥状是为了使其在模也内穿进方便,同时在磨削过程巾产生径向分力以提升磨削效果。但因此也带米很多弊端。
针状磨头的锥度使加工出米的模孔也具有锥度,使用有锥度的模孔拉丝时,起定径作用的仅仅是锥状模孔的小端。定径区小,因而在抛光作业时的接触面积小,那么由于拉丝模工作过程中作用在磨擦表而微观体积上周期性的接触载荷或交变应力的存在,易使表而或次表而形成裂纹。由此造成模孑L剧烈磨损,线材抛光质量差。
针状磨头是于工修制的,磨头形状难呈现理想圆锥形。因此,在研磨过程巾,由于针磨头呈锥而,径向分力存在,且几乎不川能全部平衡,由此而产生的偏心力使悬置的磨头呈现挠曲,从而加工出偏心的模孔L。另一方面,由于模头的不规则,在磨削过程中出现高频交变应力,以致产生振动。对于一个“悬臂梁”结构,在加工过程中存在的振动,将对整个结构的寿命有所影响。
拉丝模具使用过程中,正确使用于维护拉丝模,提升模具的修理水平,是延长模具使用寿命的重要途径。
1、模具的正确安装与设备维护
在安装拉丝模具时,改成要确定模孔的中心线与丝材的拉伸轴线重合。否则,丝材对模壁会产生附加侧压力,是模具的磨损变得非对称的不均匀磨损。另外,拉伸设备安装、维护不当,是拉丝模处在有冲击力,振动或频繁启动的工作条件下,会使拉丝模受力不均匀或波动,导致拉丝模具过早磨损。
2、模具的表面抛光与修理
为确定丝材的质量,拉丝模在使用前都需要经过检验、抛光处理。随着模具的使用,模具孔型尺寸发生辩护,需要对作用区和定径区进行修理。模具修理水平的高低,影响模具的重复使用率和寿命,
3、化丝液的清洗
丝材在拉伸前化细丝头所使用的硝酸钾或烟硝酸钾化丝液对模具有不错的的腐蚀作用,会破坏模具的表面光洁度。因此,在穿丝前改成要清洗干净丝头上的化丝液。
4、模具的清洗
模具在使用前都需要经过清洗,因为模孔中的杂物,在拉伸过程中不仅擦伤丝材表面,而且会是模具产生沟槽,甚至导致模具报废,因此模具在使用前可以采用特别波清洗,压缩空气吹干。
为确定丝材并控制模具使用成本,应在以下几方面加以注意:
1、确定拉丝模设备运行平稳;各拉线鼓轮、过线导轮应光滑、灵活,严格控制其跳动公差。若发现鼓轮、导轮出现磨损沟槽,应及时修理。
2、正确的配模是确定线材表面质量,控制尺寸准确一致,降低拉线鼓轮磨损,减轻设备运行负荷的关键要素。对于滑动式拉丝机,要熟悉设备的机械延伸率,正确地选择滑动系数,是配模的主要步骤。
3、良好的润滑条件是确定线材表面质量及延长模具寿命的重要条件。要经常检查润滑强度指标,清理润滑油中的铜粉、杂质,使之不污染设备及模孔。如润滑失效,需要及时替换、清洗润滑系统。
4、根据被拉线材的材料及每道拉丝的减面率选择模具的孔型。一般地说,被拉线材越硬,模具的压缩角应越小、定径区应越长;反之亦然。每道拉丝的减面率也与相应模具的压缩角度密切相关,要根据减面率的大小适当调整压缩角的大小。