拉丝模硬度条件价是成正比的,所以在运用的过程中有着很好的不怕磨性,可以到达愈长的运用寿命,到达我们的需求。所以在运用的过程中,愈加好的发挥出它的运用价值。
但是模具在制造过程中可能会产生某些缺陷,或者在服役过程中逐渐出现了某些缺陷,如微裂纹、轻度磨损、变形等等,在此状况下模具虽有隐患但仍能继续工作,这种虽有缺陷但未丧失服役能力的状态称为模具的损伤。
拉丝模在运用的过程中有着激烈的容颜,并且在挤压的过程中受到很大的挤压力,可以起到抗曲折的应力和抗冲击的能力,一起都是经过热处理后具备高的激烈性,所以在运用的时候有不错的渗透性,确定了该产品到达了均匀的性能,并且该产品的不怕性然后减低,防止磨损具备很好的性和足够的热稳定性,能有着杰出的运用功效。
拉丝模在拉制时的退火:
1、措施:
将线径缩小的量,增加到拉丝模的孔径直径上。
2、技术要求:
退火电压和拉线速度及收线速度应保持同步性。退火电流与退火线径的平方成正比,应根据线径大小设置退火电流,退火软铜线的性能符合GB3953的规定或理想的性能。收线张力是通过储线器汽缸的压力进行调整。铜线的直径偏差应符合GB3953的规定。
3、线径缩小的原因:
铜线在拉制过程中产生硬化现象,退火软化后,铜线的抗拉强度降低,塑性和延伸率增加,在收线张力的作用下,线径缩小是必然现象,但应当控制线径缩小的范围,一般不大于0.02mm(根据线径的大小而确定),如果收线张力减小,退火轮之间的铜线会抖动,接触不好,出现点火花现象,容易断线和加速退火轮的损坏,因此,应根据线径的大小选择收线张力。
4、退火过程:
退火方式一般为电接触式,电通过退火轮(接触轮)将大电流均匀导入铜线上,实现铜线的预热和加热,预热是将铜线加热到不至于氧化的高温度,一般为250度左右;加热是将铜线加热到退火温度,一般为500~550度,使之再结晶,加热段有蒸汽保护,防止铜线氧化,再经过水冷却后,完成了退火(软化)过程。
拉丝模的质量因素导致拉丝模模具的快磨损,拉拔模坯与模具钢套之间的不对称嵌体和硬质合金套管的不均匀或孔隙分布容易导致拉拔线材的u形裂纹,在金刚石模坯激光钻进过程中,烧结痕迹的清洗不干净或加热不均匀,导致金刚石层中金属催化剂和粘结剂的形成。模具孔的设计不正确,进入口润滑带开口太小,成型区太长,导致模具孔的润滑不平滑,模具磨损甚至断裂。
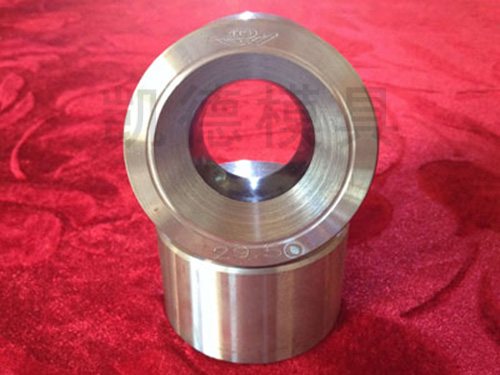
拉丝模是各种金属线材生产厂家拉制线材的一种重要的易消耗性模具。拉丝模的适用范围普遍,主要用于拉拔棒材、线材、丝材、管材等直线型难加工物体,适用于钢铁、铜、钨、钼等金属和合金材料的拉拔加工。由于拉丝模的成本约占拉丝费用的1/2以上,因此,如何降低拉丝模成本、提升其使用寿命是金属线材生产单位迫切需要解决的问题。
拉丝模用途普遍,如电子器件、雷达、电视、仪表及航天等所用的精度不错丝材以及常用的钨丝、钼丝、不锈钢丝、电线电缆丝和各种合金丝都是用金刚石拉丝模拉制出来的,金刚石拉丝模由于采用自然金刚石作原料,从而具有不错的不怕磨性,使用。