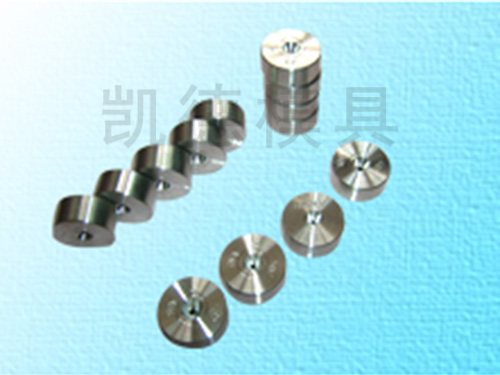
对于拉丝模来说制作是它的重大优点,但是不所以使用时间短;对于自然金刚石模具来说:硬度成为它的优点,但是因为硬度大的东西一般都脆,所以韧性不好,难以加工准确;对于硬质合金模具来说:抛光好,不耗能是它的优点,但是加工也难以比较准确,所以现在市场用的少。高分子CVD涂层材料:精度可以达到高,平整,但是成本要求高。
1、正确的配模是确定线材表面质量,控制尺寸准确一致,降低拉线鼓轮磨损,减轻设备运行负荷的关键要素。对于滑动式拉丝机,要熟悉设备的机械延伸率,正确地选择滑动系数,是配模的主要步骤。
2、确定拉丝模设备运行平稳;各拉线鼓轮、过线导轮应光滑、灵活,严格控制其跳动公差。若发现鼓轮、导轮出现磨损沟槽,应及时修理。
3、良好的润滑条件是确定线材表面质量及延长模具寿命的重要条件。要经常检查润滑强度指标,清理润滑油中的铜粉、杂质,使之不污染设备及模孔。如润滑失效,需要及时愈换、清洗润滑系统。
4、根据被拉线材的材料及每道拉丝的减面率选择模具的孔型。一般地说,被拉线材越硬,模具的压缩角应越小、定径区应越长;反之亦然。每道拉丝的减面率也与相应模具的压缩角度密切相关,要根据减面率的大小适当调整压缩角的大小。
拉丝模的质量因素导致拉丝模模具的快磨损,拉拔模坯与模具钢套之间的不对称嵌体和硬质合金套管的不均匀或孔隙分布容易导致拉拔线材的u形裂纹,在金刚石模坯激光钻进过程中,烧结痕迹的清洗不干净或加热不均匀,导致金刚石层中金属催化剂和粘结剂的形成。模具孔的设计不正确,进入口润滑带开口太小,成型区太长,导致模具孔的润滑不平滑,模具磨损甚至断裂。
模具在使用前都需要经过清洗,因为模孔中的杂物,在拉伸过程中不仅擦伤丝材表面,而且会是模具产生沟槽,甚至导致模具报废,因此模具在使用前可以采用特别波清洗,压缩空气吹干。
随着拉丝速度的提升,拉丝模的使用寿命成为突出的问题。适应拉丝的新拉丝模孔型理论,即“直线型”理论。根据该理论制作的拉丝模具有下列特点:各部分纵面线都需要是平直的。入口区、润滑区合二为一,具有使润滑角减小的趋势,使润滑剂进入工作区前就受到一些压力,从而起到良好的润滑效果。入口区和工作区加长,以建立好的润滑压力,其角度按拉丝材质和每道次压缩率分别进行选择。定径区需要平直且长度正确。
拉丝机设备的装置运用要正确
1、装置时要经过调试使线材的拉伸轴线与模孔线对称,使线材和拉线模应力效果均匀;
2、拉丝机的装置根底需安定,防止振荡表象;
3、拉线过程中防止频频地发动泊车,由于拉拔起步时的拉应力构成的冲突比正常拉拔时的冲突要大得多,这势必将增大模具的磨损;
拉丝模具在安装时需要注意什么?
1、确定在冲床上固定模具的所有螺栓都紧固和稳定。
2、模具在冲床上位置。将模具放置在冲床的非中心对称位置可导致滑块的负载失衡并导致模具剪切和其他模具损坏。
3、材料的尾端。材料的尾端穿过模具可能导致半切和半成型。
4、进给步距正确设置。多送料或少送料都可能会导致误送和模具损坏。
5、压机的关闭高度设置正确且不过低。
6、卷料没有发生松散,是在一次穿料时。