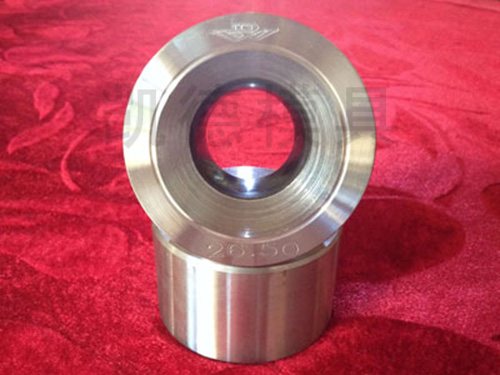
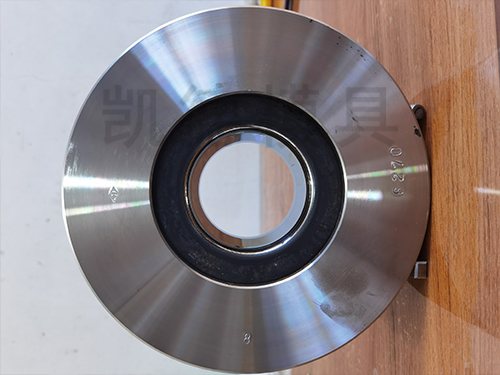
随着社会的发展,该产品在我们的生活周围的应用也随之变得越来越多了,该产品是金属拉丝应用的重要工具,现在,小编就为大家说一说,该产品的材质问题有哪些?希望能够为有需要的朋友带来帮助。为了将该模具嵌入硬质合金环,确定其良好的热传导和强度,通常采用0.05~0.075mm,使用金属铜等材料烧结在不锈钢(模具生锈)模具中,这种结构可以在聚合晶体的聚合型中具有、高不怕磨性的特点。
聚晶模具的孔型结构,一般分为入口区、润滑区、压缩区、定径区、角、出入口区6部分。
电火花加工是一种直接利用电能和热能进行加工的方法,是基于工具和工件之间脉冲性火花放电时的电腐蚀现象来蚀除多余的金属,以达到对加工工件的尺寸形状及表面质量预定的加工要求。实现电火花加工达到3个条件:
(1)在的介质中进行,该介质起绝缘、冷却、排屑、压缩火花放电通道等作用;
(2)工具与工件之间始终保持的放电间隙;
(3)使火花放电为瞬时的脉冲性放电。
电火花加工通常以导电材料作为加工对象,而聚晶模具是由不导电的金刚石单晶和金属添加剂在高温高压下烧结而成,其电阻率、熔点、硬度均较不错,聚晶模具中在各单晶晶粒交错生长之间形成一个个导电的“网络”,它们主要是由添加剂中的金属及一些碳化物组成,电火花加工先在这个“网络”上放电,放电产生的热量使周围金刚石腐蚀和碳化。金刚石碳化后,则形成导电的碳化物,使放电加工继续进行。电火花加工用脉冲电源的作用是把工频交流电流转换成频率的单项脉冲电流以供电火花放电间隙所需要的能量来蚀除金属。
聚晶模具电火花加工主要步骤:
由于聚晶模具电阻率较不错,对于普通电火花而言,仍属于难加工材料,因此采用的脉冲电源,才能很好地提升加工速率。
(1)(以必2.0mm孔径拉丝模具为例)定径区加工:电材料选用紫铜管,因为有的放电间隙并为精加工留有余量。
(2)人口区加工:采用必8紫铜棒,用车床加工成60一90。锥形角,由于加工定径区时已打成通孔,已能很好地排屑,不再采用铜管。
(3)润滑区加工:紫铜电,用车床加工为30一40“锥形角。
(4)压缩区加工:紫铜电,用车床加工为12一200谁形角。
(5)出入口区加工:紫铜电,用车床加工为60一900锥形角。
由于聚晶模具电阻率较不错.对于普通电火花而言,仍属于难加工材料,因此采用的脉冲电源,才能很好地提升加工速率。目前国内已通过聚晶模具电火花磨削试验的人工神经网络建模,来进行聚晶模具电火花加工工艺参数与材料去掉率之间的内在关系。
电火花加工主要完成聚晶模具拉丝模具的穿孔及各个区域角度的粗加工。因为电火花常规加工之后,其孔径侧面的佳表面粗糙度。而且表面有一层变质层影响模具寿命,如果再想提升表面光洁度就比较困难。若要达到聚晶模具拉丝模具的表面光洁度民0.4一0.025。还配备的光整脉冲电源,这样速率较低。一般比较经济的做法,采用电火花加工到,之后再用其它研磨抛光方法使其表面粗糙度,特别研磨抛光是一种既简便又经济的加工方法。经工艺基本上达到拉丝模具的抛光要求。